Research on aluminum dross processing and hazardous waste utilization
Research on aluminum dross processing and hazardous waste utilization
Aluminum dross, generated during aluminum melting, is a typical hazardous waste, containing metallic aluminum, aluminum oxide, and toxic and hazardous substances (such as aluminum nitride and fluoride).
This article systematically examines the generation mechanism and compositional characteristics of aluminum dross, reviews successful treatment technologies at home and abroad (pyrometallurgical, hydrometallurgical, and co-processing), and explores resource utilization pathways and green, harmless treatment standards.
It also analyzes technological breakthroughs in countries such as the United States, Germany, and Japan, as well as domestic practical cases, providing a reference for solid waste reduction and resource utilization in the aluminum industry.
1. Aluminum Dross Generation Mechanism and Composition Characteristics
1.1 Generation Mechanism
Aluminum dross is generated during the electrolytic, casting, and recycled aluminum processes.
Liquid aluminum reacts with anode gas in the electrolytic cell to produce alumina and carbon slag, generating 25-50 kg of aluminum dross per ton of electrolytic aluminum.
During the remelting of aluminum ingots or scrap aluminum, an oxidized scum forms on the surface of the molten aluminum.
The aluminum content fluctuates between 15% and 60% depending on the melting process.
During the scrap aluminum recycling process, the burning of coatings and the addition of fluxes complicate the composition of the aluminum dross, including salts such as fluorides and chlorides.
1.2 Classification and Composition
1.2.1 Primary Aluminum Dross (White dross)
This is the high-temperature dross freshly skimmed from the aluminum melting furnace.
It contains metallic aluminum (30%-70%), aluminum oxide (20%-50%), and aluminum nitride (5%-15%).
It is fluid at high temperatures, making the metallic aluminum easily recyclable.
However, it must be processed quickly to avoid oxidation.
1.2.2 Secondary Aluminum Dross (Black dross)
This is the residue remaining after dross machine processing and ball milling primary aluminum dross.
It contains aluminum oxide (60%-70%), aluminum nitride (10%-40%), fluoride (3%-8%), and chloride (5%-15%).
It releases ammonia gas upon contact with water, and fluoride can leach into water and contaminate it.
Therefore, it requires strict, harmless disposal.
1.3 Composition Differences Between Domestic and International Aluminum Dross
Domestic aluminum dross has a high proportion of recycled aluminum (approximately 30%), resulting in a lower salt content.
However, the heavy metal (lead, cadmium) content fluctuates widely.
In Europe and the United States, large amounts of salt agents are added during dross processing, and the salt content of secondary aluminum dross can reach 20%-30% (known as “salt cake”), making it more difficult to process.
2. Domestic Aluminum Dross Processing Technology
2.1 Pyrometallurgical Processing Technology
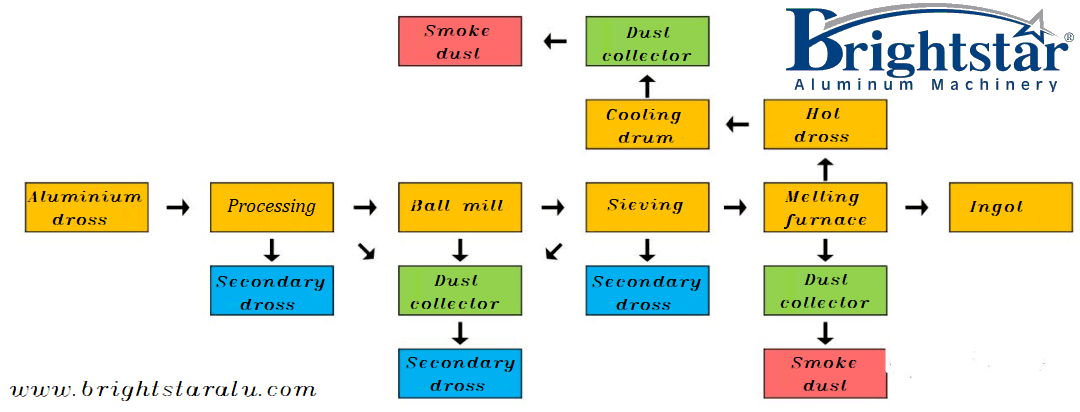
2.1.1. Hot aluminum dross processing + Mechanical ball mill and Screening + Aluminum Particle melting + Calcination Process (Jiangxi Project)
The initial hot aluminum dross is mechanically stirred to separate 80-90% of the aluminum.
It is then rapidly cooled to room temperature to minimize burnout and improve aluminum recovery.
The extracted aluminum particles can be smelted in a rotary furnace to form aluminum ingots or returned to the furnace for remelting.
The processed aluminum dross is then calcined at 1000-1100°C for harmless disposal and can be used as raw materials for cement, ceramic tiles, refractory materials, steelmaking agents, and water purifiers.
This mature process offers promising product prospects and is currently one of the primary methods for large-scale, professional aluminum dross disposal.
2.1.2 Two-Stage Aluminum Dross Resource Recovery Process (Yunnan project)
This process utilizes a “first-stage active dissolution + second-stage clinker sintering” process:
In the first stage, the aluminum dross reacts with sodium hydroxide solution to dissolve alumina and produce a sodium aluminate solution;
In the second stage, the residue is mixed with limestone and sintered to recover aluminum and sodium. This technology achieves an alumina recovery rate of ≥95% and an ammonia absorption rate of ≥98%.
It processes 50,000 tons of aluminum dross annually, recovers 20,000 tons of alumina, and produces 3 million standard cubic meters of hydrogen as a byproduct, creating an annual value of over 20 million yuan, reaching internationally leading levels.
2.1.3 Vacuum Distillation-Alkali Roasting Combined Process (Chinalco Zhengzhou)
Fluoride and chloride are separated through vacuum distillation (at 750°C and 5 Pa), achieving a salt recovery rate of over 99%.
The residue is then added with sodium carbonate and calcined at 1200°C to produce sodium aluminate, achieving an aluminum nitride removal rate of 95.6%.
The treated residue is then used to produce refractory materials, reducing processing costs per ton by 30%.
This process has been commercialized by companies such as Henan MT Aluminum.
2.2 Hydrometallurgical Technology
2.2.1 Three-Stage Deammonification and Harmless Treatment Technology (Jiangsu project)
Aluminum dross undergoes a three-step treatment process: pulping, deammonification, and fluoride fixation.
During the pulping stage, the dross is mixed at a liquid-to-solid ratio of 6:1.
Aluminum nitride is hydrolyzed at 85-100°C to release ammonia gas.
Lime is added to fix fluoride, forming a calcium fluoride precipitate with a fluoride removal rate exceeding 90%.
Evaporation and crystallization recover a mixed salt of sodium chloride and potassium chloride.
The annual processing capacity is 60,000 tons of aluminum dross, producing 50,000 tons of ammonium sulfate.
The residue is used to produce unfired bricks with a compressive strength of 45 MPa, meeting the GB/T 2542-2012 standard.
2.2.2 CHPP Multiphase Continuous Leaching Process (Guangdong project)
This innovative “catalytic leaching + high-temperature calcination” technology achieves an aluminum leaching rate of 85.5%, producing recycled alumina (purity >96%), which can replace bauxite in the ceramic and refractory industries.
With an annual production capacity of 180,000 tons, it fills a gap in domestic recycled alumina technology and reduces the cost per ton by 10% compared to traditional raw materials.
2.3 Co-processing Technology
HX Cement uses a cement kiln co-processing process.
After washing and desalting, aluminum dross is fed into the cement kiln, where it is heated to 1450°C to decompose toxic components, replacing 15% of the clay raw material.
The cost of co-processing is 800 yuan per ton (compared to 2000 yuan per ton for traditional landfilling).
The process disposes of 100,000 tons of aluminum dross annually, reducing carbon emissions by 38,000 tons.
3. International Aluminum Dross Processing Technologies and Typical Case Studies
3.1 North America
3.1.1 Hydrova Aluminum dross Hydrogen Production Technology in the United States
Aluminum dross reacts with water to produce hydrogen (300 cubic meters per ton of dross) and aluminum hydroxide.
The hydrogen reaches a purity of 99.9% and is used as a clean energy source.
Recycled aluminum and ammonium sulfate are also produced as by-products.
The pilot project at the TST aluminum smelter in California processes 5,000 tons of black aluminum dross annually and produces 1.5 million cubic meters of hydrogen.
It has been certified as a “low-carbon aluminum” by the U.S. Department of Energy.
3.1.2 Alcoa Canada’s D2P Initiative
After crushing and screening, the aluminum dross is returned to the melting furnace, and the oxide particles are used as anode coating material.
The three smelters have reduced annual aluminum dross emissions by 4,500 tons and reduced virgin raw material consumption by 20%.
They have also received ISO 14001 environmental management system certification.
Eddy current sorting recovers aluminum (92% recovery rate), pyrolysis recovers salts (used as deicing agents), and the residue is used to make refractory materials.
Dust emissions are <10mg/m³, and the ammonia recovery rate is 98%.
The company has been recognized as a “Circular Economy Model Enterprise” by the European Union.
3.2.2 Elkem Microwave-Assisted Processing Technology in Norway
Exposing aluminum dross to 800W microwaves for 30 minutes achieves a 98% aluminum nitride decomposition rate, reducing energy consumption by 40% compared to traditional calcining.
This technology produces high-purity alumina (99.5%) for lithium battery separators, increasing product added value tenfold.
3.3 Asia Pacific Region
3.3.1 JFE Steel Aluminum Dross Recycling Project in Japan
Aluminum dross is mixed with red mud and sintered to produce glass-ceramics.
Iron and titanium recovery rates reach 97% and 75%, respectively.
The product has a flexural strength of 1195 MPa and a water absorption rate of less than 0.03%. It is used as a material for high-speed rail tracks.
3.3.2 Aluminum Dross Recycling Technology at Aluminum Smelter in Australia
Pure aluminum dross is returned directly to the electrolytic cell without treatment.
Fluoride impact is controlled by adjusting the electrolyte composition. 2,000 tons of aluminum dross are recycled annually, saving 8 million yuan in raw material costs and reducing carbon emissions by 15%.
4. Classification of Aluminum Dross Resource Utilization Technologies
4.1 Valuable Metal Recovery
Thermal recovery methods include aluminum dross processing (aluminum recovery rate of 80%-85%, suitable for small and medium-sized enterprises) and plasma arc methods (melting at 1500°C, recovery rate >95%, equipment investment approximately 20 million yuan).
Cold recovery methods utilize eddy current separation (purity 98%, processing capacity 8.5 tons/hour) and a combined gravity-magnetic separation process.
4.2 Material Utilization
In the construction sector, Aluminum dross with a 30%-60% content can be used to produce unfired bricks, achieving a compressive strength of 30-45 MPa.
Lightweight aggregates can be foamed to reduce density by 18%, improving thermal insulation by 25% when used in prefabricated wall panels.
In the environmental sector: Acid leaching can be used to produce polyaluminum chloride (with an Al₂O₃ content of 10.19% and a COD removal rate 15% higher than commercially available products).
Aluminum dross-based activated carbon, with a Pb²⁺ adsorption capacity of 120 mg/g, is used for heavy metal wastewater treatment.
4.3 Energy Utilization
Aluminum dross reacts with a NaOH solution to produce hydrogen at a rate of 0.5 L/min·g and an energy density of 13.6 kWh/kg.
The methane produced by pyrolysis is mixed with natural gas, replacing 20% of fossil fuels.
5. Green and Harmless Treatment Standards and Practices
5.1 Core Technical Indicators
Denitrification requires an aluminum nitride hydrolysis rate >95%.
The AlN content in the residue <0.5%; desalination requires fluoride leaching concentrations <10 mg/L and chloride <100 mg/L (GB 5085.3-2007).
After heavy metal stabilization, lead and cadmium leaching concentrations <0.3 mg/L and 0.01 mg/L, respectively.
5.2 Comparison of International and Domestic Standards
China’s GB standard stipulates an ammonia emission limit of 1.5 mg/m³ (GB 14554-93), the EU EN standard is 0.5 mg/m³ (EN 15259), and the US EPA standard is even stricter (0.2 mg/m³, Method 10C).
Regarding residue disposal, China requires a moisture content of less than 30%, the EU requires pretreatment to a non-hazardous waste state, and the US requires passing the TCLP toxicity test.
Aluminum recycling rates are required to be ≥80% in China (YS/T 1420-2021), ≥85% in the EU (EN 15037), and ≥90% in the US (EPA 600/R-93/111).
5.3 Key Technical Measures
Denitrification can be achieved through catalytic hydrolysis (adding a Cu²+ catalyst increases the reaction rate by three times) or microwave-assisted denitrification (800W irradiation for 30 minutes, 98% AlN decomposition efficiency);
Desalination can be achieved through three-stage countercurrent scrubbing (99% salt removal efficiency, 95% crystallized salt purity) or electrodialysis membrane separation (80% freshwater recovery efficiency);
Heavy metal stabilization can be achieved through mechanochemical methods (grinding aluminum ash with cement in a 3:1 ratio) or sulfide precipitation (Na₂S removal efficiency >99%).
6. Technology Comparison and Optimization Recommendations
6.1 Analysis of Domestic and International Technology Characteristics
Domestic technologies offer low equipment investment and are suitable for large-scale treatment, such as the two-stage process and cement kiln co-processing.
International technologies offer a high degree of automation and stringent environmental standards, such as Germany’s zero-waste solution and Norway’s microwave-assisted treatment.
Pyrometallurgical technology is suitable for high-alumina ash (Al>20%), while hydrometallurgical technology is suitable for high-salt dross (Cl>10%).
Co-processing is suitable for small- to medium-scale dispersed dross.
6.2 Optimization Recommendations
Companies should select technologies based on the characteristics of aluminum dross: For high-aluminum ash, prioritize pyrometallurgical aluminum extraction combined with wet desalination.
For high-salt dross, utilize vacuum distillation combined with alkaline roasting. In remote areas, utilize cement kiln co-processing (cost under 800 yuan per ton).
At the policy level, improve standards for aluminum dross-based products and promote “point-to-point” targeted utilization exemptions.
At the industry level, strengthen industry-university-research collaboration to develop intelligent sorting and low-carbon processing technologies, such as green hydrogen reduction to produce aviation-grade aluminum alloys.
7. Conclusion
Aluminum dross treatment technology has evolved from traditional landfill to diversified resource utilization.
Domestically, two-stage and wet leaching processes are the leading approaches, while internationally, zero-waste treatment and energy utilization are the trends.
Future breakthroughs will focus on cross-technology integration (such as vacuum distillation + microwave denitrification), standardization (promoting mutual recognition of domestic and international standards), and industrial chain expansion (building a closed loop from “aluminum dross – recycled raw materials – high-end products”) to support the global aluminum industry’s green transformation.
Majored in electromechanical engineering, served in aluminum extrusion for 8 years, aluminum equipment for 16 years, currently working as a sales engineer at Brightstar Aluminum Machinery. Rich experience in aluminum extrusion equipment and melting and dross processing fields.