
Aluminum scrap recycling pretreatment and melting regeneration technology
Aluminum scrap recycling pretreatment and melting regeneration technology
With the growing global emphasis on sustainable resource utilization and environmental conservation, the recycling of scrap aluminum has become increasingly significant within the aluminum industry.
This article presents an in-depth analysis of the pretreatment and remelting technologies employed in the recycling of scrap aluminum.
It systematically examines the technical aspects of the entire process, from material collection to the production of final cast products.
The process includes key stages such as crushing, sorting, de-lacquering, preheating, melting, purification, filtration, casting, and aluminum dross management.
The objective is to provide comprehensive technical guidance for stakeholders in the industry and to support the efficient and sustainable advancement of the scrap aluminum recycling sector.
1. Introduction
Aluminum is a critical metal extensively utilized across various sectors, including construction, transportation, and electronics, with global demand continuing to rise.
However, the finite availability of bauxite resources, coupled with the high energy consumption and significant environmental impact associated with conventional electrolytic aluminum production, underscores the importance of scrap aluminum recycling.
Recycling serves as a vital strategy to alleviate resource constraints, minimize environmental pollution, and promote the sustainable development of the aluminum industry.
The processes involved in the pretreatment, melting, and casting of scrap aluminum encompass numerous complex and essential stages.
The technological optimization of each stage is crucial for enhancing the quality and yield of recycled aluminum, as well as for improving the overall efficiency of resource utilization.
2. Significance of Scrap Aluminum Recycling
The development of the scrap aluminum recycling industry holds substantial economic and environmental value.
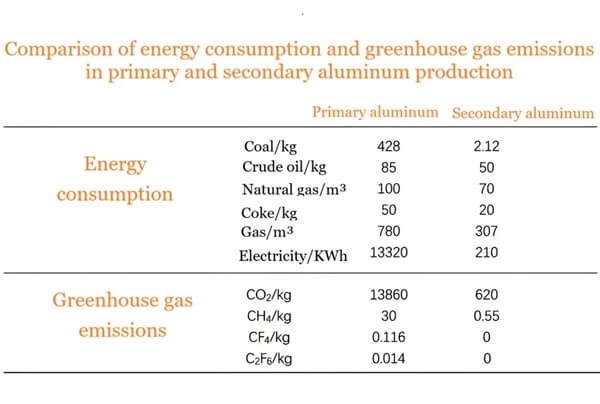
The production of one metric ton of recycled aluminum requires only approximately 5% of the energy consumed in the production of primary aluminum via electrolysis.
Moreover, carbon dioxide emissions are reduced to merely 2.1% of those associated with primary aluminum production.
Recycling also contributes to significant resource savings, including the conservation of approximately 3.4 metric tons of standard coal and 22 cubic meters of water, while simultaneously reducing the generation of solid waste by up to 20 metric tons.
These factors collectively lower production costs and yield considerable economic benefits for industrial enterprises.
From an environmental standpoint, scrap aluminum recycling mitigates the ecological degradation associated with bauxite mining and significantly reduces pollutant emissions generated during electrolytic aluminum production.
Consequently, it plays a pivotal role in environmental conservation.
In addition, the growth of the scrap aluminum recycling sector supports job creation and contributes to the broader objectives of sustainable economic and social development.
3 Pre-treatment process
3.1. Crushing
Large scrap aluminum components must be reduced in size to facilitate efficient handling, transportation, and furnace charging, as well as to promote the effective separation of non-aluminum contaminants.
Given the diversity in shapes, sizes, and material compositions of scrap aluminum, the selection of appropriate crushing equipment is essential.
Elongated aluminum scrap can be segmented into manageable blocks using crocodile shears or guillotine shears.
Large cross-sectional aluminum scrap requires processing with high-tonnage hydraulic shears.
Cast aluminum components from end-of-life vehicles—such as engine blocks, cylinder heads, and gearboxes—can be processed using jaw crushers, hammer mills, impact crushers, or gyratory crushers, depending on the specific structural characteristics of the material.
For scrap wires and cables, which are typically encased in insulating layers of rubber or plastic, specialized wire-stripping machines and granulators are employed to separate the metal core from the insulation effectively.
The choice of crushing equipment and the optimization of operational parameters—such as feed size, crushing force, and throughput—are critical to achieving a high-quality fragmentation outcome.
These factors directly influence the efficiency of downstream processes and the overall performance of the recycling system.
3.2 Sorting
Sorting is a critical step in the pretreatment process of scrap aluminum, aiming to remove various impurities and enhance the purity of the recovered aluminum material.
Effective sorting improves downstream processing efficiency and the overall quality of the recycled product.
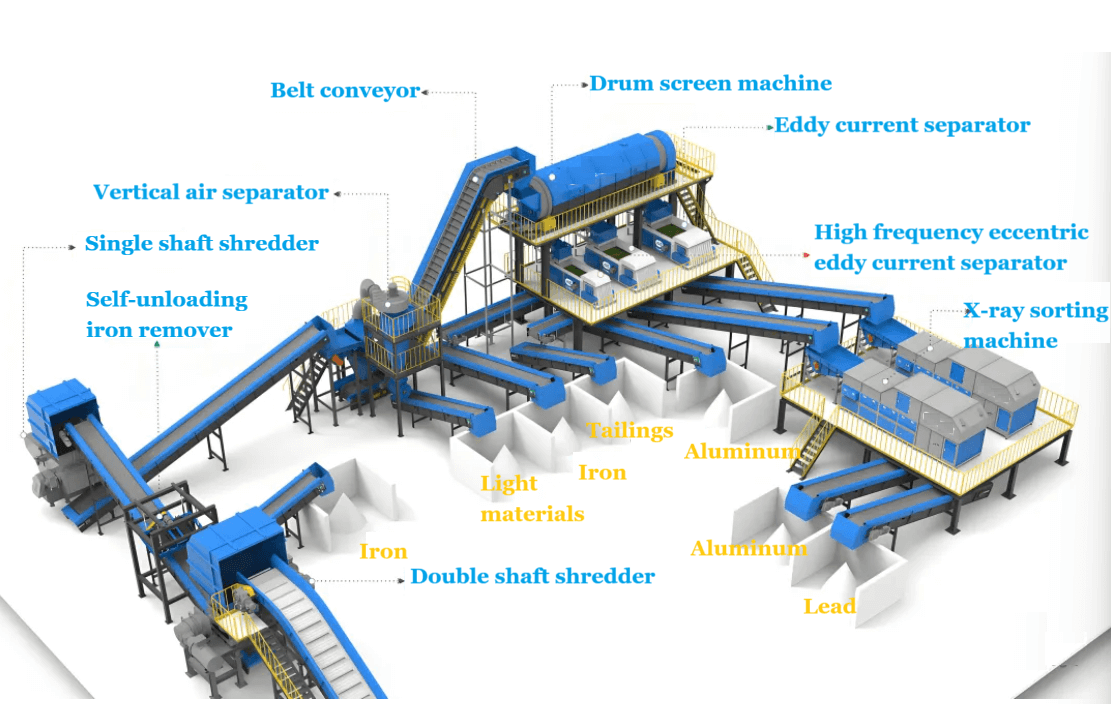
Magnetic Separation
Magnetic separation exploits the ferromagnetic properties of iron-containing contaminants—such as nails, screws, and wire fragments—embedded within scrap aluminum.
Utilizing magnetic separation equipment, these ferrous impurities can be efficiently extracted.
A commonly applied technique is the cross-belt magnetic separator, wherein scrap aluminum is transported horizontally along a conveyor belt.
As the material enters a magnetic field, ferrous components are attracted and transferred onto a perpendicular longitudinal belt.
Upon exiting the magnetic field, the ferrous materials are released into a designated collection bin, thereby achieving spatial separation from the non-magnetic aluminum.
Flotation Separation
Flotation is primarily used to remove lightweight non-metallic impurities such as rubber, plastics, wood, and soil.
The process utilizes water as a medium: scrap aluminum is introduced into a water tank via a screw conveyor.
Low-density materials float to the surface and are mechanically skimmed off, while soil is dispersed into the water and subsequently removed via sedimentation.
The clarified water can be recycled, minimizing water consumption and reducing environmental discharge, thereby improving the sustainability of the process.
Non-Ferrous Metal Separation
Scrap aluminum often contains non-ferrous metal contaminants such as copper, zinc, lead, and tin.
Two principal methods may be employed to separate these metals: parabolic separation and heavy medium separation.
Parabolic Separation: This technique is based on the principle that materials of different mass and shape will follow distinct parabolic trajectories when subjected to the same propulsion force.
While theoretically effective, the high equipment cost and technical complexity limit its widespread adoption. In China, this method remains largely in the experimental and developmental phase.
Heavy Medium Separation: This method leverages the density differential between aluminum and heavier metals.
When introduced into a heavy medium fluid of appropriate density, aluminum floats while denser non-ferrous metals sink, allowing for efficient separation.
The success of this method depends on identifying a suitable medium that offers the necessary density contrast without compromising separation performance or introducing secondary contamination.
3.3 De-lacquering
A significant proportion of scrap aluminum is coated with various surface contaminants, including paints, coatings, protective films, lacquers, and oil residues.
If not properly removed prior to remelting, these substances can lead to increased oxidation and burn-off losses of aluminum, elevate the gas and slag content in the melt, complicate melt purification, and generate large volumes of harmful smoke and particulate emissions, thereby posing serious environmental and operational challenges.
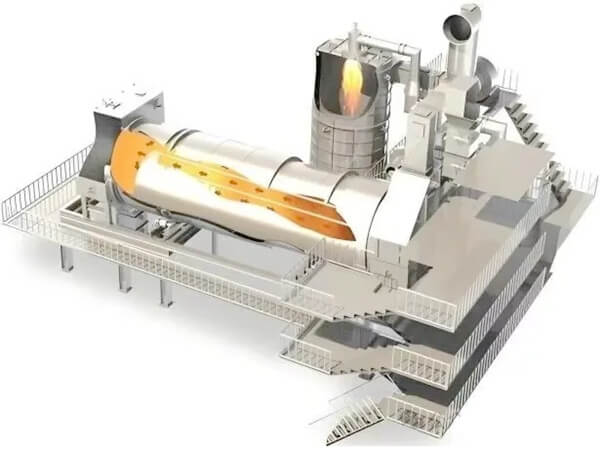
A widely adopted method for the removal of these surface contaminants is the rotary kiln de-lacquering process.
In this method, the contaminated scrap aluminum is introduced into a rotary kiln operating at a controlled rotational speed.
The kiln utilizes the waste heat from aluminum melting furnaces, combined with the heat generated by the pyrolytic decomposition (carbonization) of surface coatings, to thermally degrade the organic materials.
As the kiln rotates, the tumbling motion of the scrap promotes continuous surface abrasion and mutual collision between aluminum pieces, facilitating the mechanical detachment of carbonized residues.
This synergistic action of thermal decomposition and mechanical agitation effectively removes surface contaminants.
To achieve optimal de-lacquering efficiency while minimizing oxidation losses, key process parameters—such as kiln temperature, rotational speed, and residence time—must be precisely controlled.
Excessive temperature or prolonged exposure can lead to undesirable oxidation of the aluminum substrate, adversely affecting material recovery rates and melt quality.
4. Preparation before melting
4.1 Preheating
Preheating scrap aluminum prior to melting offers several operational and metallurgical benefits.
Primarily, it enhances energy efficiency by reducing the thermal load on the melting furnace.
By raising the temperature of the scrap aluminum before it enters the furnace, the overall melting time is shortened and energy consumption is significantly reduced.
Additionally, preheating facilitates the removal of residual moisture from the scrap material.
This is critical in preventing the generation of hydrogen gas during melting, which can lead to the formation of porosity, gas inclusions, and other defects in the aluminum melt.
The reduction of moisture content also contributes to a more stable and cleaner melting process, improving the quality of the final product.
Preheating can be achieved using various methods, including flame heating and electric heating.
The selection of the appropriate technique should be based on the specific production conditions, energy resources, and the physical and chemical characteristics of the scrap aluminum being processed.
4.2 Alloy Batching and Composition Control
The rational formulation of charge materials is a critical factor influencing the chemical composition and overall quality of recycled aluminum alloys.
Effective batching strategies aim to produce alloy compositions that conform to specified standards, while optimizing the use of available raw materials—including various grades of scrap aluminum and primary alloying agents.
For high-performance aluminum alloys that demand narrow compositional tolerances and minimal levels of impurity elements, primary aluminum ingots (pure aluminum) should constitute the majority of the charge.
This ensures better control over alloy composition and minimizes contamination.
Conversely, in the production of alloys with broader composition specifications and more lenient impurity thresholds, scrap aluminum can be used as the principal feedstock.
This approach enhances material recovery and cost efficiency, provided that impurity levels remain within acceptable limits.
In cases where the alloy composition deviates from target specifications, adjustments can be made through dilution with pure aluminum ingots to reduce impurity concentrations or supplementation with master alloys to fine-tune specific alloying elements.
Such corrective actions are essential to ensure that the final product meets technical and regulatory requirements.
5. Melting Process
5.1 Melting Equipment
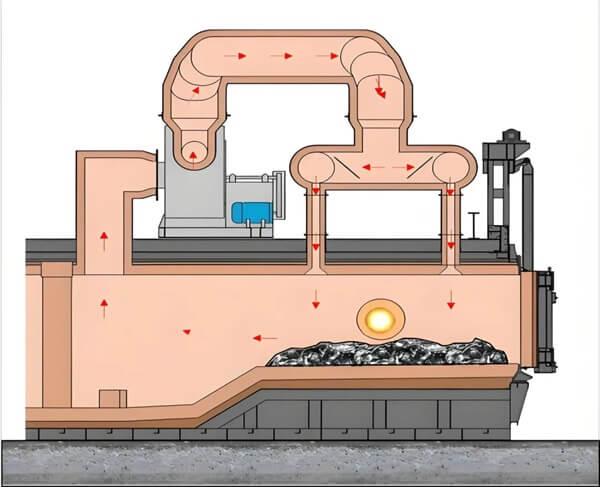
In recycled aluminum production, regenerative gas-fired reverberatory furnaces are commonly employed for melting scrap aluminum.
These furnaces are designed to maximize energy efficiency by recovering and utilizing residual heat from exhaust gases, thereby significantly reducing overall energy consumption.
However, a key limitation of conventional reverberatory furnaces is the direct exposure of scrap aluminum to combustion flames, which can result in substantial oxidation and metal loss through burning.
To address this issue, dual-chamber (or twin-chamber) furnaces have been developed as a more advanced alternative.
This configuration separates the furnace into a preheating/heating chamber and a melting chamber, allowing scrap aluminum to be preheated in an environment shielded from direct flame contact.
This design significantly reduces oxidation losses, enhances aluminum recovery rates, and improves melt quality.
When selecting appropriate melting equipment, enterprises must carefully evaluate a range of factors, including production capacity, alloy quality specifications, energy efficiency, and operational costs, to determine the optimal furnace configuration for their specific processing requirements.
5.2 Melting Process Control
Precise control of the heating and melting temperature is critical to ensuring the efficiency and quality of the aluminum melting process.
Excessively high temperatures can cause accelerated oxidation and increased metal loss due to burn-off, thereby reducing the aluminum recovery rate.
Conversely, insufficient temperatures can prolong the melting time, leading to elevated energy consumption and reduced process efficiency.
Temperature regulation must be tailored to the type, composition, and cleanliness of the scrap aluminum being processed.
Accurate thermal control helps optimize the melt rate while minimizing oxidation losses and energy usage.
Following complete melting of the aluminum, residual high-melting-point metallic inclusions—such as iron and copper fragments—may remain in a solid state.
These contaminants must be promptly removed from the molten bath in a procedure commonly referred to as iron removal.
Timely and thorough removal of such solid inclusions is essential for enhancing the purity and mechanical properties of the recycled aluminum alloy.
Furthermore, all tools and equipment used for stirring, skimming, or interacting with the molten alloy—such as paddles, scrapers, and ladles—should be preheated and properly coated with refractory or anti-wetting agents.
This minimizes the risk of moisture-induced explosions, iron contamination, and other forms of secondary pollution, thereby safeguarding melt integrity and operator safety.
6. Melt Purification and Filtration
6.1 Purification Methods
Porosity and non-metallic inclusions are among the most prevalent defects in aluminum alloys and can significantly impair their mechanical properties, surface finish, and structural integrity.
Therefore, effective melt purification is essential for producing high-quality recycled aluminum alloys.
A widely adopted in-furnace purification technique is furnace spray refining.
In this process, an inert gas—typically nitrogen or argon—is used as a carrier to inject a powdered fluxing agent into the molten aluminum.
The fine dispersion of the refining agent throughout the melt promotes efficient contact and chemical interaction, facilitating the removal of dissolved hydrogen and non-metallic inclusions, which are then brought to the surface and subsequently removed.
For the production of premium-grade recycled aluminum alloys, furnace refining alone is often insufficient.
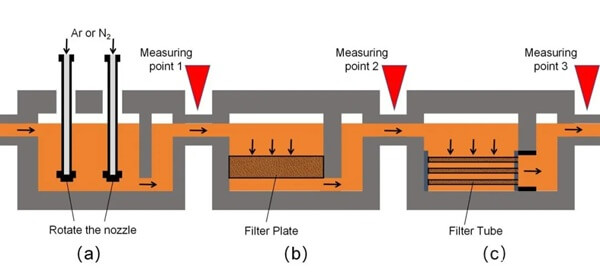
In such cases, secondary purification steps, including online degassing and filtration, are employed.
These operations are conducted outside the melting furnace, typically along the transfer launder system.
During online degassing, the molten alloy passes through a degassing chamber where it is exposed to rotating nozzles or diffusers that disperse inert gas bubbles throughout the melt.
These bubbles attract and capture hydrogen and suspended particles, which rise to the surface and are removed.
Subsequently, the molten metal flows through a ceramic or fiber-based filtration unit, which mechanically traps remaining inclusions.
This two-stage treatment ensures that the recycled aluminum alloy achieves the required standards of cleanliness and gas content, thereby meeting stringent customer and application-specific requirements.
6.2 Filtration Technology
Filtration serves as a critical step in the melt purification process, providing an effective means to further eliminate non-metallic inclusions from the aluminum alloy melt.
The presence of such inclusions can significantly impair the mechanical performance, surface quality, and consistency of the final cast products.
Common filtration media include foam ceramic filter plates, alumina balls, and other refractory materials.
Among these, foam ceramic filter plates are widely used due to their uniform pore structure, high thermal stability, and excellent filtration efficiency.
These filters can effectively intercept and trap suspended inclusions as the molten aluminum passes through their porous network.
To maximize the efficacy of the filtration process, it is essential to ensure uniform flow distribution of the molten alloy through the filter medium.
Uneven flow or short-circuiting—where portions of the melt bypass the filter—can severely compromise filtration performance.
Therefore, proper installation, preheating, and flow control are required to prevent thermal shock to the filter and to ensure consistent and complete filtration, thereby enhancing the purity and quality of the aluminum melt.
7. Casting Process
7.1 Selection of Casting Method
The choice of casting process for recycled aluminum alloys should be guided by the geometric complexity, dimensional requirements, and mechanical performance criteria of the final product.
Commonly employed casting methods include gravity casting, high-pressure die casting, low-pressure casting, and squeeze casting, each offering distinct advantages and limitations.
Gravity casting is a relatively simple and cost-effective method suitable for components with uncomplicated geometries and moderate performance requirements.
It is widely used for general-purpose applications where high precision is not critical.
High-pressure die casting is characterized by high production efficiency, excellent dimensional accuracy, and superior surface finish, making it ideal for mass production of intricate components such as automotive and electronic parts.
However, it may introduce porosity due to the rapid filling and solidification process.
Low-pressure casting allows for controlled filling of the mold from the bottom up, which reduces turbulence and gas entrapment.
This technique enhances the density, integrity, and mechanical strength of the castings.
Squeeze casting combines casting and forging principles by applying pressure during solidification, resulting in nearly defect-free, high-density components with superior mechanical properties.
It is particularly suitable for structural parts requiring high strength and reliability.
Manufacturers should select the appropriate casting process based on product-specific technical requirements, production volume, and market demands, while also considering factors such as equipment availability and cost-effectiveness.
7.2 Casting process control
During the casting process, parameters such as casting temperature, speed and pressure must be strictly controlled.
Too high casting temperature will increase the amount of air inhaled by the aluminum alloy liquid and produce defects such as pores.
Too low temperature will make the fluidity of the aluminum alloy liquid worse, affecting the molding quality of the product.
The control of casting speed and pressure is also crucial, as they directly affect the dimensional accuracy and internal quality of the product.
In addition, attention should be paid to the design and maintenance of the casting mold to ensure the accuracy and surface quality of the mold to ensure the quality of the product.
8. Aluminum Dross Processing
Aluminum dross is a byproduct of the aluminum melting process, consisting primarily of aluminum oxide, metallic aluminum, and trace amounts of other impurities.
It represents a significant resource that, if properly processed, can be utilized effectively. However, improper handling of aluminum dross not only leads to the waste of valuable metal but also contributes to environmental pollution.
Hot aluminum dross is typically processed using specialized equipment such as aluminum dross machines and rotary furnaces.
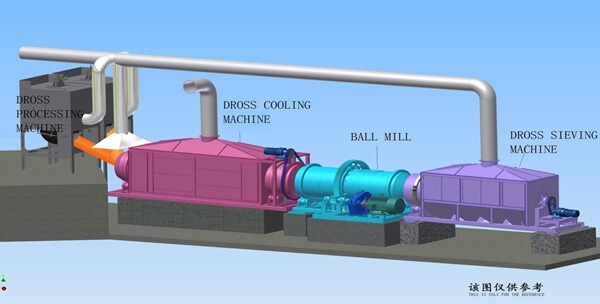
These devices enable the extraction of over 80% of the metallic aluminum from the dross, which is then returned to the melting furnace or cast into aluminum ingots.
This recovery process not only improves resource efficiency but also reduces the need for primary aluminum production.

For cold aluminum dross, which contains lower levels of available aluminum, mechanical processing such as crushing with ball mills and screening is required before it is reprocessed in a rotary furnace or aluminum dross machine.
This two-step procedure helps recover residual aluminum from the dross and minimizes material loss.

In several countries, aluminum dross is classified as hazardous waste due to the presence of aluminum oxide and other potentially harmful components.
Therefore, high-temperature calcination is employed to decompose the dross in a calciner furnace, coupled with a baghouse dust collector to capture and treat any airborne pollutants during the burning process.
The resulting byproduct, high alumina, has significant industrial value and can be used as a raw material for the production of refractory materials, cement, water purifiers, and steel-making agents.
Environmental considerations are paramount in the disposal of aluminum dross.
It is essential to implement effective waste management measures to treat waste gas, wastewater, and solid residues to prevent environmental contamination.
Moreover, ongoing research and development into advanced aluminum dross processing technologies are crucial for improving aluminum recovery rates, reducing processing costs, and enhancing the resource utilization of aluminum dross.
9. Conclusion
The recycling of scrap aluminum, encompassing pretreatment, melting, casting, and aluminum dross processing, represents a highly complex and systematic process involving multiple interconnected stages.
Each phase plays a pivotal role in determining the quality and yield of the recycled aluminum.
To achieve optimal outcomes, it is imperative to continually enhance the technologies employed at each stage of the process.
This involves advancing equipment research and development, fostering process innovations, and rigorously controlling various operational parameters throughout production.
Additionally, adherence to environmental protection standards is crucial for minimizing the ecological impact of the recycling process.
Through the ongoing optimization of these technical aspects, the quality of recycled aluminum can be improved, resulting in greater resource utilization efficiency.
This will drive the sustainable development of the scrap aluminum recycling industry, contributing to the broader sustainability goals of the aluminum sector.
More Information I Want To Know
 Aluminum Dross Machine and Aluminum Dross Cooler Successfully Delivered to Indian Customer
Aluminum Dross Machine and Aluminum Dross Cooler Successfully Delivered to Indian Customer- Innovative Aluminum Melting Technologies for Energy saving, environmental sustainability, cost reduction and efficiency improvement
- Turn aluminum dross into a wonder with aluminum dross processing system
- Aluminum Dross Recovery Machine: Essential for Smelters
- Boost Efficiency with Aluminum Dross Recovery Machines
- Aluminum dross machine and dross cooler loading for India customer








