
UBC Surface Paint Layer Structure and De lacquering Principle in Recycling
UBC Surface Paint Layer Structure and De lacquering Principle in Recycling
With growing environmental awareness and the increasing importance of resource recycling, recycling of UBC has become a focus of attention.
The paint layer on the surface of UBC not only affects the quality of their recycling but also poses a potential threat to the environment.
This article explores the structural materials of the paint layer on UBC, focusing on the principles of high-temperature de-lacquering during the recycling of UBC, specifically the working mechanism of de-lacquering kilns.
The article also analyzes the current application status and development prospects of related technologies, aiming to provide theoretical support and technical reference for the efficient recycling of UBC.
Keywords
UBC; surface paint layer; high-temperature de-lacquering; Pyrolysis De-coating Oven
1. Introduction
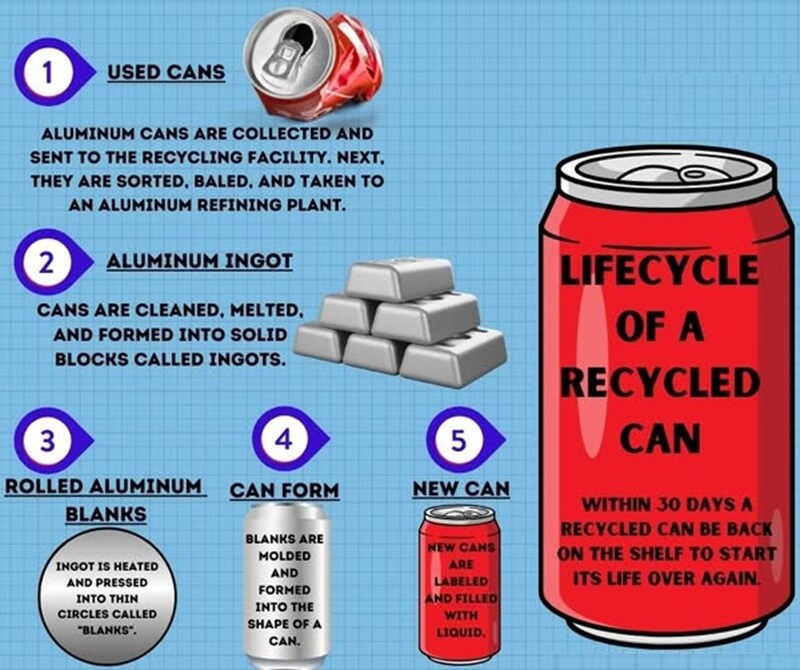
UBC are a widely used packaging container, ubiquitous in everyday life.
Due to their lightweight, low-cost, easy-to-process, and recyclable nature, they are widely used in the beverage and food industries.
However, with the growing use of cans, UBC recycling has become a prominent issue.
UBC is primarily composed of aluminum alloy, which has a high recycling value.
Recycling at UBC can conserve significant amounts of bauxite resources, reduce energy consumption, and reduce environmental pollution.
In the recycling process, the paint layer on the surface of used cans is a key factor hindering recycling efficiency and quality.
This paint layer not only reduces the purity of the aluminum alloy and affects the performance of recycled aluminum but can also generate harmful gases during smelting, posing a threat to the environment and human health.
Therefore, effectively removing the paint layer from UBC is a critical step in their recycling.
Pyrolysis De-coating technology, as an efficient and environmentally friendly paint stripping method, is gaining increasing popularity in the recycling of UBC.
The de-lacquering kiln is the core equipment for high-temperature paint stripping.
Its operating principle and performance directly affect the paint stripping effect and recycling efficiency.
This article will detail the structural materials of the paint layer on the surface of cans and deeply analyze the high-temperature delacquering principle and application of the de-coating kiln.

2. Structural Materials of the Can’s Surface Coating
2.1 Functions of the Coating
The coating on the can’s surface performs several important functions.
First, it protects the can’s metal substrate from corrosion, extending the can’s lifespan.
For example, in acidic environments like those used in carbonated beverages, the coating effectively isolates the aluminum substrate from the acid, preventing corrosion and dissolution, thereby ensuring the integrity and safety of the can.
Second, the coating serves as a decorative and identifying layer.
By printing various patterns, text, and trademarks, the can becomes more aesthetically pleasing and makes it easier for consumers to identify and distinguish between different products.
Furthermore, the coating improves the can’s surface properties, such as enhancing its wear and scratch resistance.
2.2 Coating Composition
Can coatings typically consist of multiple layers, including a primer, topcoat, and clearcoat, each with different components and functions.
The primer primarily enhances the adhesion between the coating and the metal substrate.
Common primer compositions include epoxy resins and phenolic resins.
These resins possess excellent bonding properties, allowing them to adhere firmly to the metal surface and provide a stable foundation for subsequent coatings.
Topcoats impart various colors and decorative effects to cans.
Their main components include pigments, resins, and solvents.
Pigments determine the color of the topcoat.
Common pigments include inorganic and organic pigments. Inorganic pigments offer excellent lightfastness and weatherability, but their colors are relatively monotonous.
Organic pigments offer vibrant colors and a wide variety, but their lightfastness and weatherability are relatively weak.
Resins, as the film-forming agent of the topcoat, bind the pigments and provide protection.
Common resins include polyester resins and acrylic resins.
Solvents dissolve the resin and pigment, ensuring good application performance.
During the coating process, the solvent gradually evaporates, leaving behind a cured coating.
The clear coat is the outermost layer of the coating, primarily protecting the topcoat and enhancing surface gloss.
Clear coats are typically composed of a transparent resin and a solvent.
Common clear coat resins include polyurethane and acrylic resins.
These resins offer excellent abrasion and weather resistance, effectively protecting the topcoat from external factors while also enhancing the can’s surface’s smoothness and glossiness.
2.3 Coating Differences Between Different Can Types
Different types of cans, such as aluminum and tinplate, have varying coating characteristics.
Aluminum cans, due to its chemically active nature and prone to corrosion, require a higher level of corrosion resistance from the coating.
Epoxy resin is typically used as a primer to enhance adhesion and corrosion resistance.
Topcoats often use polyester or acrylic resins to create rich colors and a decorative effect.
Tinplate cans are made by tin-plating cold-rolled steel sheets.
Besides corrosion protection and decorative properties, the coating also needs to consider compatibility with the tin layer.
Tinplate can coatings typically consist of epoxy and polyester resins.
Epoxy resin enhances adhesion and corrosion resistance, while polyester resin provides heat and wear resistance to withstand the high temperatures and friction experienced during use.
In addition, the coatings used for different applications, such as beverage and food cans, are tailored to the nature of the contents.
For example, the coating of beverage cans needs to have good acid and alkali resistance to prevent the acidic substances in the beverage from corroding the can body.
The coating of food cans must meet food safety standards and cannot contain substances harmful to the human body.
3. Current Status of UBC Recycling and the Importance of Surface Coating Treatment
3.1 The Significance of UBC Recycling
The recycling of UBC offers significant economic, environmental, and resource benefits.
From an economic perspective, recycling UBC can significantly save on raw material procurement costs and production energy costs.
Producing a new can consumes a significant amount of bauxite resources, while recycling UBC to produce secondary aluminum requires only 5%-10% of the energy required to produce primary aluminum, significantly reducing production costs.
Furthermore, recycling UBC can create jobs and promote the development of related industries.
Environmentally, if UBC are not effectively recycled and disposed of, they will occupy significant land resources and are difficult to degrade in the natural environment, polluting soil and water.
Recycling UBC, however, can reduce waste emissions, alleviate environmental pressures, and contribute to ecological conservation.
From a resource perspective, aluminum is a critical strategic resource, and bauxite resources are limited.
Recycling UBC allows for the recycling of aluminum resources, extending their lifespan and alleviating resource shortages.

3.2 Overview of Existing Recycling Processes
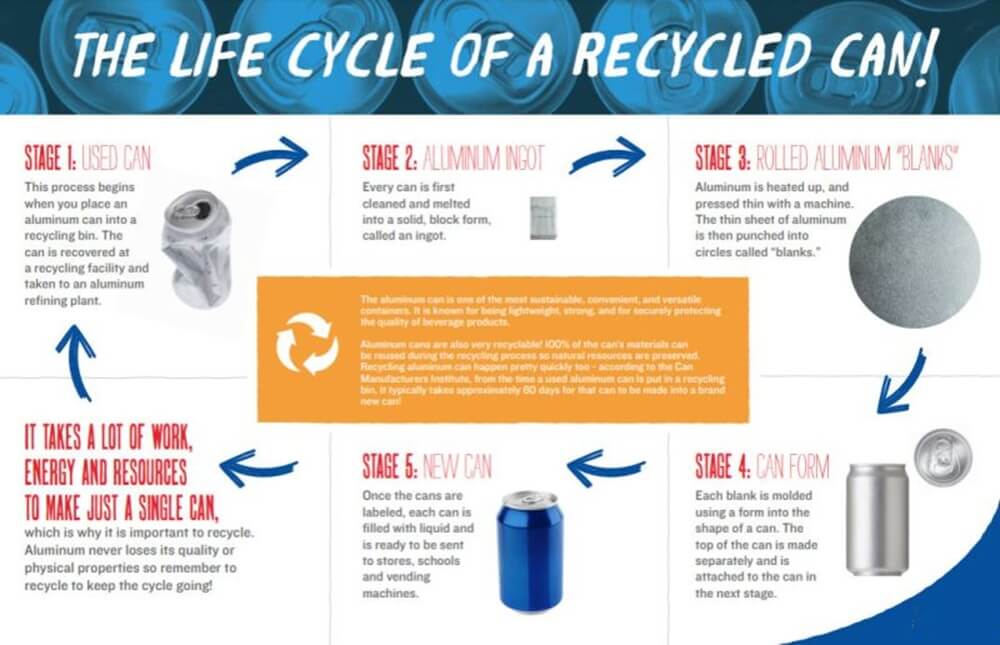
Currently, the recycling process for UBC primarily includes pretreatment, smelting, and refining.
Pretreatment, the first step in the recycling process, primarily involves sorting, crushing, and iron removal.
First, manual or mechanical sorting separates the UBC from other waste.
Crusher equipment then breaks the cans into smaller pieces for subsequent processing.
Iron removal involves using equipment such as magnetic separators to remove iron impurities from the crushed can fragments, thereby increasing the purity of the aluminum.
Smelting is the process of melting the pretreated can fragments at high temperatures to produce molten aluminum.
Commonly used smelting equipment includes reverberatory furnaces and electric furnaces.
During the smelting process, a certain amount of flux is added to lower the melting point of the aluminum and facilitate the separation of the molten aluminum from impurities.
Furthermore, the smelting temperature and time must be controlled to minimize oxidation and burnout.
Refining is the process of further purifying and adjusting the composition of the molten aluminum.
By adding refining agents, blowing and stirring, etc., the gas, inclusions and other impurities in the molten aluminum are removed, so that the composition and performance of the molten aluminum meet the quality standards of recycled aluminum.
3.3 The Impact of Surface Coatings on Recycling and the Necessity of Treatment
The coatings on the surfaces of UBC pose a series of challenges during recycling.
First, organic matter in the coatings burns during the smelting process, producing large amounts of harmful gases such as dioxins and benzene.
These gases not only cause serious environmental pollution but also pose a threat to human health.
Second, inorganic substances such as pigments and fillers in the coatings remain in the molten aluminum, affecting the purity and performance of the recycled aluminum and reducing its usability.
Furthermore, the coatings increase the weight of the cans, reducing transportation and handling efficiency and increasing recycling costs.
Therefore, effective surface coating treatment is essential before recycling used cans.
Removing the coatings can reduce harmful gas emissions, improve the quality and purity of the recycled aluminum, and reduce recycling costs, while also complying with environmental and sustainable development requirements.
4. Principles of High-Temperature Paint Stripping
4.1 Pyrolysis and Carbonization Principle
Pyrolysis and carbonization technology is currently one of the main methods for high-temperature paint stripping of UBC.
It works by heating used cans to a certain temperature (typically 400-600°C) in an oxygen-deficient or oxygen-reduced environment to cause the organic polymers in the coating to undergo a cracking reaction.
During this process, the chemical bonds within the organic polymer molecules break, decomposing them into small, combustible gases (such as methane, ethane, and ethylene) and a small amount of residual carbon.
Utilizing the properties of organic coatings (polymers) that melt, crack, and carbonize at temperatures above 300°C, and completely oxidize above 400°C in the presence of a small amount of air, the scrap aluminum is heated to 400-600°C, melting, cracking, and carbonizing the organic matter in the coating.
The rotation of the rotary paint stripping kiln fully heats and carbonizes the material, vibrating and shedding the organic coating.
Approximately 30% of the organic matter settles into a collection container at the bottom of the furnace.
The organic-laden flue gas generated in the furnace enters a secondary combustion chamber for complete combustion.
The resulting hot flue gas (approximately 75%) is recycled back into the paint stripping kiln for paint stripping.
The remaining flue gas (approximately 25%), after settling and rapid cooling, is fed into the high-temperature waste gas treatment system within the smelting and refining furnace.
Due to the pre-crushing process, the scrap aluminum in the furnace is in flake form, facilitating rapid carbonization and oxidation of organic matter during the paint stripping process.
The paint stripping and decarbonization system virtually eliminates organic matter from the aluminum.
4.2 Oxidative Decomposition Principle
In addition to pyrolysis and carbonization, high-temperature paint stripping can also utilize oxidative decomposition.
In an oxygen-rich environment, waste cans are heated to a high temperature (typically above 600°C).
The organic matter in the coating reacts with oxygen to produce harmless substances such as carbon dioxide and water.
For example, in some paint stripping kilns, an appropriate amount of air or oxygen is introduced into the furnace, causing the coating to undergo oxidative decomposition at high temperatures.
During the oxidative decomposition process, carbon in the organic matter combines with oxygen to produce carbon dioxide, and hydrogen combines with oxygen to produce water.
These products are then discharged from the furnace as gases.
Compared to pyrolysis and carbonization, the oxidative decomposition principle has a faster reaction rate, but requires more energy and may cause oxidation of the aluminum substrate during the reaction, thus requiring strict control of reaction conditions.
4.3 The Impact of Temperature, Time, and Other Factors on Paint Stripping
Temperature and time are two key factors influencing the effectiveness of high-temperature paint stripping.
If the temperature is too low, organic matter in the coating will be difficult to decompose or oxidize, resulting in poor paint stripping results.
If the temperature is too high, the aluminum substrate may oxidize, deform, or even melt, affecting aluminum quality and recovery rate.
Generally speaking, the optimal temperature range for pyrolytic carbonization paint stripping is 400-600°C.
Time also significantly impacts paint stripping effectiveness.
At a given temperature, if the stripping time is too short, the coating won’t fully decompose.
If the stripping time is too long, energy consumption and production costs will increase, and it may also adversely affect the aluminum substrate.
Therefore, the optimal stripping time must be determined experimentally based on the specific stripping process and equipment.
For example, in stripping kilns using pyrolysis and carbonization technology, the stripping time is typically controlled between 30 and 50 minutes to ensure effective paint removal while minimizing impact on the aluminum substrate.
In addition, factors such as the shape, size, and coating thickness of the used cans will also have a certain impact on the paint stripping effect.
For cans with complex shapes and thick coatings, it may be necessary to appropriately extend the paint stripping time or increase the paint stripping temperature to ensure that the coating can be completely removed.
5. De-coating Kiln Structure and Operation
5.1 Basic Structure of a De-coating Kiln
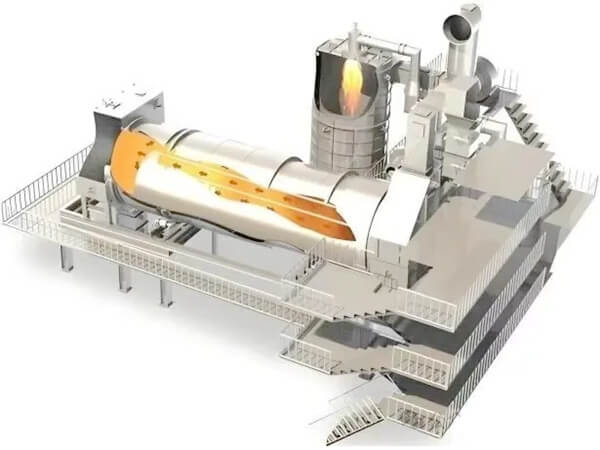
The de-coating kiln primarily consists of a furnace, heating system, temperature control system, exhaust gas treatment system, and loading and unloading devices.
The furnace body is the main structure of the paint stripping kiln and is typically made of high-temperature-resistant, thermally insulating materials such as ceramic fiber and rock wool.
Inside the furnace body is a chamber for storing used cans.
Its structural design ensures uniform temperature and optimal airflow distribution within the furnace to enhance paint stripping effectiveness.
The heating system provides heat for the paint stripping process.
Common heating methods include gas and electric heating.
Gas heating offers advantages such as fast heating speed and low cost, making it suitable for large-scale production.
Electric heating, on the other hand, offers high temperature control precision and is clean and environmentally friendly, making it suitable for applications with higher temperature requirements.
The heating system typically consists of a burner (or electric heating element) and air ducts (or cables).
Through the strategic placement of the heating elements, the temperature within the furnace can be rapidly raised and maintained uniformly.
The temperature control system monitors and controls the temperature inside the furnace, ensuring that the paint stripping process remains within a set temperature range.
A temperature control system typically consists of temperature sensors, a controller, and actuators. Temperature sensors are installed at various locations within the furnace, monitoring the temperature in real time and transmitting the temperature signal to the controller.
Based on the preset temperature value and the actual temperature signal, the controller adjusts the actuators (such as the burner gas flow or the power of the electric heating element) to control the furnace temperature, minimizing temperature fluctuations.
The exhaust gas treatment system is a crucial component of the paint stripping kiln, treating the exhaust gas generated during the paint stripping process.
This exhaust gas contains large amounts of combustible gases, volatile organic compounds (VOCs), and small amounts of harmful pollutants such as dioxins.
The exhaust gas treatment system typically includes a secondary combustion chamber, an activated carbon adsorption device, and a chimney.
The secondary combustion chamber fully burns the combustible gas produced by pyrolysis, converting it into harmless substances such as carbon dioxide and water, while recovering the heat generated by combustion for heating.
The activated carbon adsorption device further adsorbs volatile organic compounds and residual harmful substances in the exhaust gas to ensure that the final exhaust gas emissions meet the standards.
The chimney is used to discharge the treated exhaust gas into the atmosphere.
The loading and unloading devices are responsible for feeding UBC into the paint stripping kiln and removing the stripped aluminum flakes from the kiln.
These devices should be efficient and airtight to minimize heat loss and exhaust gas leakage.
Common loading and unloading devices include conveyor belts, elevators, and sealed doors.
During the feeding process, UBC are transported to the inlet of the paint stripping kiln via a conveyor belt or elevator, and then enter the kiln through a sealed door.
During the discharging process, the stripped aluminum flakes are transported out of the kiln via a conveyor belt or elevator at the outlet.
5.2 Detailed Description of the Operating Process
Taking a continuous De-coating kiln using pyrolysis carbonization technology as an example, its operating process is as follows:
First, after pre-processing (sorting, crushing, and iron removal), UBC are transported to the paint stripping kiln’s feed port via a conveyor belt.
The feed port is equipped with a sealing device, such as a sealing door or air curtain, to prevent air from entering the furnace and maintain an oxygen-deficient environment.
After entering the de-coating kiln’s furnace through the feed port, the UBC are slowly moved forward by conveying devices (such as chains and rollers) within the furnace.
Inside the furnace, the heating system activates, and burners (or electric heating elements) rapidly raise the furnace temperature to the set pyrolysis temperature (400-600°C).
Under the high temperature, the organic polymers in the coating on the surface of the UBC begin to crack, breaking down into combustible gases and a small amount of residual carbon.
The resulting combustible gases are discharged through pipes on the top or side of the furnace and into the exhaust gas treatment system.
As the UBC moves within the furnace, the coating continuously decomposes and falls off.
After a certain period of pyrolysis (30-50 minutes), the coating on the UBC is largely removed, leaving them as depainted aluminum flakes.
The depainted aluminum flakes continue to move along a conveyor to the discharge port, which is also sealed to prevent air ingress and heat loss.
From there, the aluminum flakes are conveyed to subsequent processing steps, such as smelting and refining.
During the de-coating process, the temperature control system monitors the temperature inside the furnace in real time and automatically adjusts the power of the heating system according to temperature changes to ensure that the temperature inside the furnace is always maintained within the set range.
The exhaust gas treatment system processes the exhaust gas.
The secondary combustion chamber fully burns the combustible gas and recovers the heat.
The exhaust gas enters the activated carbon adsorption device to further remove harmful substances and is finally discharged through the chimney to meet the standards.
5.3 Key Component Functions and Design Key Points
5.3.1. Heating Elements:
Heating elements are the core components of a paint stripping kiln’s heating system.
Their function is to convert electrical or chemical energy into thermal energy, providing heat for the paint stripping process.
In gas-heated paint stripping kilns, the burner is a key heating element.
Key design considerations include the gas injection method, combustion air supply, and flame stability.
The gas injection method should ensure thorough mixing of gas and air for efficient combustion; the combustion air supply should be sufficient to provide the required oxygen for combustion; and flame stability should be excellent to avoid flameout or flashback.
In electrically heated paint stripping kilns, the selection and placement of electric heating elements (such as resistance wire and silicon carbon rods) are crucial.
Electric heating elements should be resistant to high temperatures, corrosion and have a long lifespan.
They should be strategically positioned according to the shape and size of the furnace to ensure uniform temperature within the furnace.
5.3 2. Temperature Sensor:
The temperature sensor is used to measure the temperature inside the furnace and is a critical component of the temperature control system.
The accuracy and response speed of the temperature sensor directly impact the accuracy and timeliness of temperature control.
Common temperature sensors include thermocouples and RTDs.
Thermocouples offer advantages such as a wide measurement range and fast response, but are relatively low in accuracy.
RTDs offer higher accuracy but a limited measurement range. When selecting a temperature sensor, consider the paint stripping kiln’s operating temperature range and accuracy requirements.
The installation location of the temperature sensor is also critical: it should be installed in a location that accurately reflects the furnace temperature and avoids influences such as airflow and radiation.
5.3.3. Exhaust Gas Treatment Device:
The exhaust gas treatment device treats the exhaust gas generated during the paint stripping process to ensure that it meets emission standards.
The secondary combustion chamber is a key component of the exhaust gas treatment device.
Key design considerations include the combustion chamber’s volume, temperature, and residence time.
The combustion chamber’s volume should be large enough to ensure sufficient combustion of the combustible gases.
The temperature should be controlled within an appropriate range, generally 800-1000°C, to ensure the decomposition of harmful pollutants such as dioxins.
And the residence time should be long enough to allow sufficient reaction time between the combustible gases and harmful pollutants.
Key design considerations for the activated carbon adsorption device include the selection of activated carbon, the structure of the adsorption bed, and the adsorption efficiency.
Activated carbon with good adsorption performance and a long lifespan should be selected, and the adsorption bed structure should be rational to maximize the activated carbon’s utilization and adsorption efficiency.
Brightstar Aluminum Machinery offers the total solution for UBC melting and recycling from A to Z, including UBC de-lacquering kiln, double chamber vortex melting furnace, aluminum dross machine, aluminum dross cooler and aluminum ingot casting line.
Contact us now to obtain a reliable Non-obligation quote on UBC and aluminum chips recycling.
Reference:
https://designlifehacks.com/2016/10/07/recycleable-materials-and-why/
https://www.harfordcountymd.gov/
https://resources.pepsicorecyclerally.com/resources/what-is-the-life-of-an-aluminum-can/








